钣金报价基础及深度分析
作者:admin 发布时间:2020-06-09 17:44 浏览次数 :
钣金报价基础及深度分析
在钣金厂所有作业中,报价属于新产品第一个环节,也在一定程度上代表工厂在行业内竞争力的体现。报价的原则一定是产品真实价值的体现,并非受制于客户的价格体系。这样坚持下去,定会形成自己的行业口碑,不需要过多地去解释比别人的价格高或者低的原因。所以在这里我所讲的报价只针对真实的成本的反馈。成本大致分成几大块:
材料费
钣金件的材料费计算非常重要,很多产品的材料费比重高50%甚至更高,这样材料费的计算是否精确将直接影响到最终的接单率。以下是目前很多钣金厂常规的材料算法:
(1)材料用量=展开尺寸x材料利用率系数x密度x材料单价。
比如一个产品的展开尺寸是:380mmx460mmx2mm,那么按照以上的计算公式得出来的材料费是:材料费=380x460x2x1.2x0.00000785x5(按冷轧板算,其中1.2为预估材料利用率)=16.46 RMB,表面上看似乎没什么问题,仔细研究就会发现,其中材料利用率系数很多都是根据经验给的,并没有准确的来源。
(2)那么怎么样计算才能准确算出材料的用量呢?我提供下面这种方法,见图1。
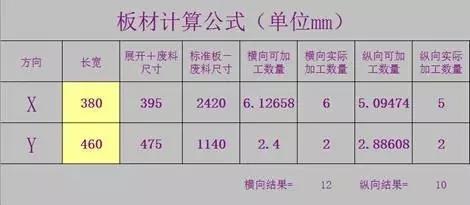
图1 板材计算公式
众所周知,钣金厂日常采购的板材均为标准板材,其规格是:1220mmx2440mm, 也就代表着计算产品的材料实际用量要基于这个规格。所以,从上面的表格可以直观看出,如果展开尺寸是:380mmx460 mm,一张标准板材将可以最多加工出12个产品。那么精确的材料费计算应该是这样的:
(1220x2440x2x0.00000785x5)/12=19.47 RMB。
这种计算是非常贴合实际生产的。具体是怎么来的,请见图2的讲解。
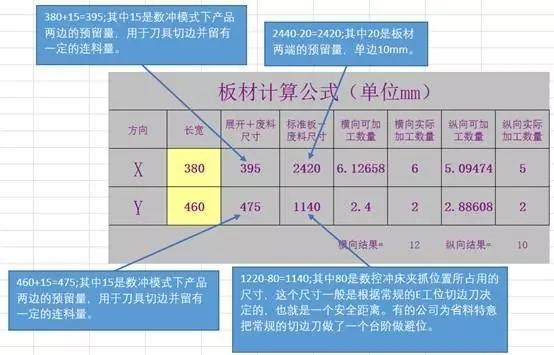
图2板材计算公式详解
这个表格一定制定下来,后续报价的时候只需输入展开后的长宽就可得到单张板材的产出量,这样避免了人为估算的差错。
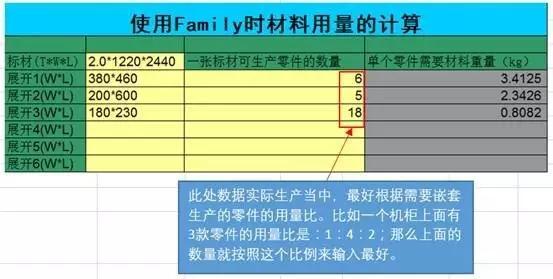
(3)材料用量的高阶分析。一般报价情况下我们按照上面所讲诉的方法计算材料费就可以了,但是如果遇到大项目,用量也非常大的前提下,就需要做进一步的材料用量分析。比如说按正常的单件排版会经常出现边角,而且有的边角料还非常大,如果按单件排版这些边角就是废料了,实际生产当中程序员会把这些边角利用起来用于制作其他小产品。那么有没有一种可量化的方式来初步计算这些嵌套生产的零件材料用量呢?我们创造了一种“Family”计算方法,见图3。
图3“Family”计算方法
由于表格的功能限制,并不能智能计算每个零件在组合排版的模式下每款零件各出多少数量。所以还是需要人工根据板材规格计算出每款零件各自能出多少个。如果数据准确的话,那么表格就很轻松算出每款零件的单个材料用量。当人为输入不合理的数据的时候,表格也是感知不出来的,所以对输入表格的人员有一定的排版能力,并注意图4所示问题。
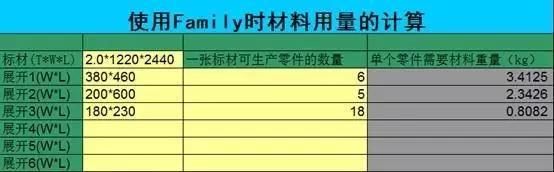
图4“Family”计算方法注意事项
加工费用
加工费用我分为几个大块:下料,折弯,钳工,表面处理。
(1)下料。根据产品结构确定下料的方式,尽可能采用数冲,数冲做不了的前提下再用激光方式。
①数冲报价方式,目前数冲加工的行业工费率在150~250RMB每小时之间。这个区间具体选用哪个数值取决于工厂的开机成本以及管理成本。报价的时候需要根据产品的结构尺寸换算成加工时间,一般按照一秒钟冲3次,每次冲切30mm。这个数据适用于冲压产品外形,圆孔一秒钟3个,网孔就需要根据所配的刀具为几孔刀来计算,比如一处网孔有800个孔,采用6孔刀来冲,那么就需要冲133次,这种多孔刀一般都是D或E工位的刀具,速度不会像A工位快,一般核算可按一秒钟冲1次。例如一个产品展开尺寸为:380*460,有50个常规圆孔,另外有一处网孔共600个小孔。采用的是单件排版,那么加工时间为:(380+460)x2/90+50/3+600/6=135秒=0.0375小时。
再精确的话,需要把上下料的时间(一般为5分钟)分摊到每个产品上面去。这样这个产品的数冲加工费为:(0.0375+5/60/12)x210=9.3 RMB,其中12是上面提到的一张板可出12个产品。210RMB/H是工费率。
②激光报价方式,一般按产品的切割长度已经孔的数量来算,每家公司差异比较大,如果换算成工费率的话,激光加工费大约在:250~500RMB每小时之间。这里就不做详细的剖析,只要切割长度计算的误差不大,孔的数量准确那么价格就很好算。
(2)折弯。常规的折弯就按需折弯的边的长度来核算,很多工厂按照下面的费率进行了计算,只需数对折弯的次数跟量出折弯边的长度即可。见图,5,仅供参考。
图5 折弯费率计算标准
(3)钳工。钳工涵盖的工序比较多,一般含有:沉孔、攻牙、易模、压铆、焊接、打磨、校型等。
这些工序有的计算误差会比较大,沉孔、攻牙行业一般在0.05~0.2 RMB/PC之间,压铆在0.1~0.5RMB/PC之间,焊接在0.01RMB/mm左右,但要根据焊接的难易,适时增加工人装夹以及焊接前准备的时间。易模、打磨、校型需根据产品的复杂程度来定义,一般根据一个小时能做多少个来进行分摊。比如校型,一个小时估计可以做100个,那么校型的费用就是:40/100=0.4 RMB,40是工厂支出给一个技工一个小时的费用。工资是主要部分。
钳工的成本核算不会像算材料费那样得到精确的量化,需要做成本分析的人员有着丰富的工艺加工经验。这也是每家公司的成本核算主要差异所在。
(4)表面处理。表面处理的种类比较多,大致有:抛光、拉丝、喷砂、电镀、氧化、喷油、喷粉、丝印。
这些工艺不管是工厂内部做还是外协加工,首先都需要对产品的外观要求做精确判断。外观要求越高,对表面处理的价格影响越大。
针对这些,我只对表面处理分几类进行说明。拉丝、喷砂、电镀、氧化、喷粉、喷油这些一般可按产品的展开面积进行计算,比如:拉丝/喷砂可按10~25RMB/m2进行核算,电镀(镀锌)/氧化可按:25~40RMB/m2进行核算。喷粉可按18~30RMB/m2进行核算,喷油约为喷粉价格的2~3倍。要求高的产品选择上限,最终价格是取决工厂的供应链价格,时间允许的话最好向供应商询价,所以以上数据仅供参考。
特别提醒:当遇到客户对产品外观要求很苛刻的时候,再确保能做出良品的前提下,需要考虑不良率。如果没一点把握做出良品,对于风险大的建议放弃报价。
结束语
以上对成本的分析更多的是源于珠三角的成本体系,所列举的数据不代表任何公司真实的数据,仅为一个经验的范围。目的是让对成本分析感兴趣的人员了解思路,让平时做报价工作的人员对成本有更深刻的体会。
文章来源:摘自《钣金与制作》2017年第2期